


5-Achsen-High End-Bearbeitung an 7 Tagen pro Woche
C 42 U | CARBOMILL | Rennsport
Mit einem 5-Achsen-CNC-Hochleistungs-Bearbeitungszentrum C 42 U von Hermle erweitert die Carbomill AG, Kompetenzzentrum für die zerspanende Bearbeitung von Faserverbund-Werkstoffen, Rennsport-Bauteilen, Integralteilen für die Luft- und Raumfahrt sowie für den Formenbau, ihr Dienstleistungs-Portfolio und die Liefer-Flexibilität.
Mehr als 10 Jahre vielfältige Erfahrungen in der Entwicklung, Formgebung und Bearbeitung von Composite-Bauteilen für die Formel 1, und zwar inklusive Werkzeugbau und Herstellung von Spannvorrichtungen zur fachgerechten Strukturbearbeitung – gewappnet mit solch speziellem Fachwissen fasste Patrick Meyer in 2011 den Entschluss, sich als Kompetenz- Zentrum für Dienstleistungen rund um den Formen- und Vorrichtungsbau, Integralfräs- und Großbauteile-Bearbeitung, Produktentwicklungen in CFK/GFK sowie CAD-/CAM-Dienstleistungen selbständig zu machen. Mit der Fokussierung auf diese hoch anspruchsvolle Nische konnte sich sein auf diese angewandten Technologien fokussiertes Unternehmen Carbomill AG, CH-5703 Seon, in kurzer Frist auch gut in der Schweizer Zerspanungs-Dienstleisterszene etablieren. Denn die Kunden erkannten schnell das Potenzial, dass sich hinter dem geballten Knowhow für den kompletten Prozess zur Herstellung von Composite-Strukturbauteilen und deren mechanische Präzisionsbearbeitung verbirgt. Folgerichtig präsentiert sich das aktuelle Spektrum an Kunden auch als Spiegelbild der Schweizer Hightech-Landschaft, angefangen eben von Rennsportbetrieben und deren Zulieferern in D/A/CH bis hin zur europäischen Luft- und Raumfahrt-Unternehmen und wiederum deren Zulieferern. Mit seinem tiefen Verständnis für die Wünsche der Kunden, und dem umfassenden Prozess-Knowhow für alle Belange von der Produktentwicklung über den Formenbau bis hin zur termingerechten Lieferung der Teile, sieht Patrick Meyer für seinen Betrieb ein Alleinstellungsmerkmal. Und dieses sichert er durch den konsequenten Auf- und Ausbau seines Dienstleistungs-Portfolios mehr und mehr ab, sodass die Kunden ihre speziellen Projekte hier immer in guten Händen wissen.
-
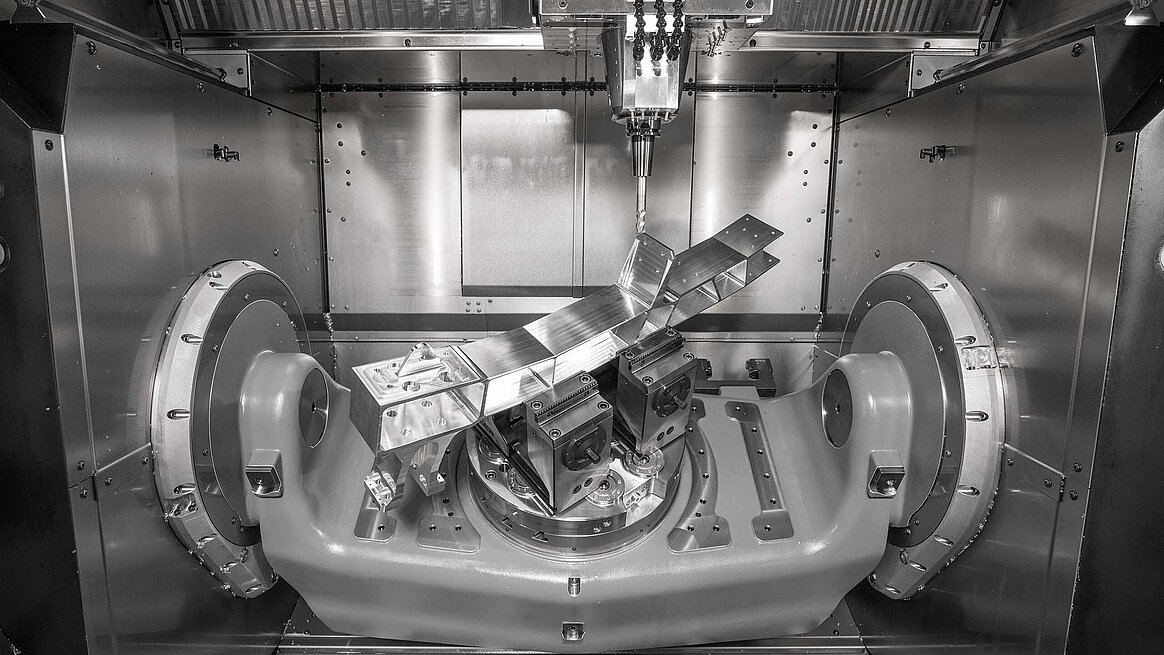
Großer Arbeitsraum des Bearbeitungszentrum C 42 U mit drei Achsen im Werkzeug (X, Y Z) und zwei Achsen (C und A = NC-Schwenkrundtisch mit 440 mm Durchmesser) im Werkstück für die optimale Werkzeug-Anstellung bei der 5-achsigen Komplett-/Simultanbearbeitung von komplexen Luft- und Raumfahrtteilen.
Geht nicht gibt’s nicht!
Um die wachsende Kundschaft zuverlässig und termingetreu bedienen zu können, bedeutete und bedeutet dies für die mittlerweile vier Mitarbeitenden Fachkräfte der Carbomill AG aber auch, sowohl Technik auf dem höchsten Stand einsetzen als auch gleichzeitig Kapazitäten schaffen zu müssen. Patrick Meyer meinte dazu: „Wir bekamen und bekommen immer mehr Anfragen und Aufträge zur Präzisionsbearbeitung hoch anspruchsvoller Integralbauteile aus der Luft- und Raumfahrt. Dabei gilt es zum einen Aluminium-Werkstoffe und auch Titan zu bearbeiten, zum anderen zeichnet sich die Integralbauteile-Fertigung aus dem Vollmaterial durch einen extrem hohen Zerspanungsanteil aus. Da wir bislang schon sehr erfolgreich ein 5-Achsen-Großteile-Fräszentrum in Betrieb haben, begaben wir uns auf die Suche nach einem neuen 5-Achsen-Bearbeitungszentrum, das in der Lage ist, Bauteile bis zur mittleren Größe in möglichst einer Aufspannung komplett fertigen zu können. Bei so manchen von uns als potenzielle Partner angesehenen Lieferanten folgte der anfänglichen Euphorie bald eine Enttäuschung, sowohl was die Leistungsfähigkeit als auch die Zuverlässigkeit, die Intensität der Betreuung, und nicht zuletzt das Serviceverhalten anbelangt. Mit unseren konzentrierten Dienstleistungen können wir uns aber keine Kompromisse erlauben, weshalb wir uns am Ende der recht viel Zeit beanspruchenden Evaluation für ein 5-Achsen-CNC-Hochleistungs-Bearbeitungszentrum C 42 U von Hermle entschieden. Hermle hat uns in gleich mehrfacher Hinsicht voll überzeugt und schnürte uns ein perfektes Paket. Das 5-Achsen-Konzept ist wohl durchdacht und tausendfach bewährt, die absolute Langzeit-Genauigkeit ist gegeben, die hohe Verfügbarkeit wurde uns allseits bestätigt, und dasselbe bekamen wir zum Thema Service zu hören.“

5-Achsen-High End-Bearbeitung an 7 Tagen pro Woche
Zum Jahresende 2016 erfolgte dann die Lieferung eines 5-Achsen-CNC-Hochleistungs- Bearbeitungszentrums C 42 U, ausgerüstet mit einem Zusatzmagazin ZM 88 für weitere 88 Werkzeuge (inklusive 42 Werkzeugen im Standard-Magazin = insgesamt 130 Werkzeuge) sowie einem NC-Schwenkrundtisch mit 440 mm Durchmesser. Mit den großzügigen Arbeits- bzw. Verfahrwegen von X = 800, Y = 800 und Z = 550 mm und dem großen Schwenkbereich der C-Achse von +/- 130° (Torque-Antrieb) plus der Schwenkachse A mit Drehzahl 55 min-1 (Tandemantrieb) und schließlich einer max. Tischbelastung von 450 kg eignet sich das BAZ C 42 U ideal zur 5-Seiten-/5-Achsen-Komplett-/Simultanbearbeitung komplexester Integral-und Strukturbauteile. Zumal die 130 Werkzeuge ein breites Bearbeitungsspektrum sowie auch ganze Teilefamilien abdecken und somit den Umrüstungsaufwand minimieren. Mit der hier verbauten Hauptspindel mit max. 18.000 min-1 Drehzahl lassen sich die Alu-, Stahl- und Titanwerkstoffe optimal bearbeiten und die jeweiligen Drehzahlen individuell an die Schrupp- oder Schlicht-Operationen anpassen. In den meisten Fällen wird „trocken“ bearbeitet, jedoch ist für die Stahl-/Titanbearbeitung eine IKZ-Anlage mit 80 bar installiert (Innenhochdruck-Kühlmittelanlage). Weitere Features sind eine Messeinrichtung zur Werkzeugvermessung-/ Werkzeugbruch-Überwachung, Messtaster, Sperrluft für die Glasmaßstäbe, Linearachsen-Dynamikversion, HIMS-Basispaket (Hermle Information Monitoring Software), und die Steuerung Heidenhain TNC 640. Das BAZ C 42 U ging nach zweitägiger Schulung in den Produktionsbetrieb über und wird dort seither an sieben Tagen pro Woche 1,5-schichtig eingesetzt. Neben der Bearbeitung von Integralbauteilen für die Luft- und Raumfahrt kommt sie auch bevorzugt für „Feuerwehr-Aufgaben“ zum Einsatz, denn „Schnelligkeit ist neben unserem Knowhow ein weiterer USP, der uns vom Wettbewerb abhebt. Zusammen mit der hohen Leistungsfähigkeit des Hermle BAZs, der bewiesenen hohen Verfügbarkeit, und auch der optimalen Bedienbarkeit sind wir in der Lage, Fertigteil-Lösungen zu realisieren, bei denen wir so oder so nur einen Schuss frei haben. Das muss auf Anhieb alles perfekt sein und sitzen, weil wir oftmals auch nur ein Stück kostspieliges Rohmaterial, oder auch Teile, welche bereits aufwändige Fertigungsprozesse erfahren haben, zur Komplettbearbeitung angeliefert bekommen. Bearbeitungspräzision, ideale Anstellung der Werkzeuge, hohes Zerspanungsvermögen, dynamisches Schruppen und Schlichten, beste Harmonie zwischen Maschine, Steuerung und Bediener, das sind gute Bedingungen dafür, dass ich auch zukünftig zu meinen Kunden nicht nein sagen werde, wenn sie mit noch so anspruchsvollen Fertigungsaufgaben an uns herantreten!“, so Patrick Meyer in seinem abschließenden Statement.

